Производство отходит от концепции «убрать всё лишнее», характерной для токарных и фрезерных технологий, к принципу «добавить только то, что необходимо» — аддитивным технологиям. 3D-печати.
Изображение: Александр Бурмистров / Научная Россия.
Предназначен для индивидуального пользования в жилых помещениях. 3DПринтеры преимущественно работают с пластиком. Производства по изготовлению продукции для авиации, космонавтики, медицины и энергетики могут создавать детали из металлов, используя порошковое сырье. Для их слитков применяют принтеры на базе лазеров. Методы лазерной печати разнятся, каждый со своими преимуществами, недостатками и сферой применения.
Рассказываем о лазерных технологиях 3DПрименение печати, с примерами из опыта Центра аддитивных технологий Самарского национального исследовательского университета имени академика С.П. Королёва.
Аддитивные технологии стали активно соперничать с традиционными методами производства примерно десяти-пятнадцати лет назад. За это время преимущества аддитивных технологий по сравнению с фрезеровкой, токарной обработкой, литьем или штампованием уже проявились. Изготовление заготовок и деталей таким способом часто обходится дешевле и быстрее, не уступая по качеству. При этом появляется возможность создавать конструкции с сложной геометрией, недоступные другими технологиями, например, детали с внутренними каналами. 3DПечать делает изделие единым целым.
Важное преимущество аддитивных технологий — это сроки изготовления. Классический способ производства подразумевает несколько этапов: резку, вытачивание, сварку, постобработку… Все это занимает много времени. Только производство форм для литья может занять полгода-год. За это время можно выпустить необходимые объемы готовой продукции, создавая единое изделие с помощью аддитивных технологий значительно быстрее. Это снижает трудоемкость изготовления и итоговую стоимость. Но подчеркну: аддитивные технологии — заготовительное производство. Все изделия создаются с той или иной погрешностью и требуют постобработки в большей или меньшей степени. Вячеслав Петрович Алексеев.
Для печати применяют алюминиевые жаропрочные сплавы, детали из которых востребованы в ракетостроении, марки нержавеющей стали, титановые и кобальт-хромовые сплавы. Вначале развития аддитивных технологий в России сырье было большей частью импортным и малодоступным, но сегодня отечественные металлопорошковые композиции высокого качества широко распространены на рынке.

Вячеслав Петрович Алексеев
Фотография: Александр Бурмистров, «Научная Россия».
Работая с металлом, инженеры также применяют пластик из-за его доступности. FDM (Fused Deposition ModelingБлагодаря недорогим полимерным материалам можно изготовить деталь до её создания из металла и проверить, требуются ли изменения в проекте. Это позволяет экономить дорогостоящие металлические порошки.
Изготовление прототипов деталей из пластика часто используется в автомобильной промышленности. Создание какого-либо блока занимает много времени, и заранее нужно представлять, как будут компоноваться последующие изделия. Поэтому применяются детали, изготовленные из пластика: это позволяет оценить соответствие детали проекту и возможность её использования или необходимость внесения изменений. Это ещё одно важное преимущество аддитивных технологий: быстрота изменения конструкции.
Селективное лазерное сплавление
Самой популярной сейчас технологией 3D-печати является селективное лазерное сплавление. SLM ― Selective Laser MeltingСистема, способная формировать весьма обширные и точные структуры.
Созданная 3DМодель состоит из слоёв толщиной около 50 мкм. В камере принтера, наполненной инертным газом — аргоном или азотом, расположена плита построения. На неё наносится слой металлического порошка. Лазер по заданному контуру сплавляет на плите слой порошка, после чего платформа опускается на толщину слоя. Оставшийся порошок просеивается и используется повторно. Такой процесс повторяется до тех пор, пока деталь не будет готова.

Очистка детали, созданной методом SLM
Изображение: Александр Бурмистров / Научная Россия.
Важно понимать, что размер изготовляемой детали ограничен размером самого станка. Пока размеры не очень велики: принтеры в Самарском университете работают с деталями до 350 мм. 3В России функционируют самые крупные станки, способные изготавливать изделия длиной до полуметра. 3, а за рубежом ― 1,2 тыс. мм3При учёте слоёв сплавления толщиной около 50 микрон изготовление крупной детали может занимать несколько дней.
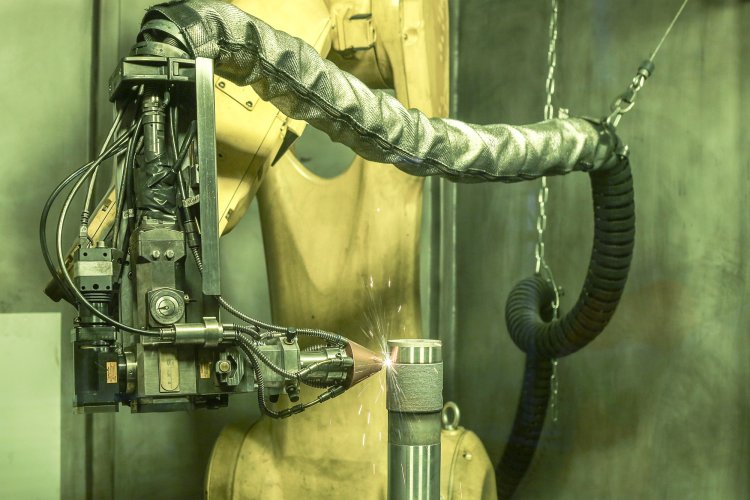
Прямое лазерное наплавление
Технология прямого лазерного выращивания DMD Используется для изготовления крупных деталей и полуфабрикатов. В отличие от… SLM Этот метод эффективнее: за час печати принтером можно получить примерно килограмм заготовки. Правда, точность изготовленных деталей меньше, чем при применении технологии селективного лазерного спекания.
На рабочем манипуляторе установлен инструмент, через четыре отверстия которого подается металлический порошок. Аргон служит транспортным газом, проталкивающим порошок. Лазерный луч в месте слияния четырех потоков порошка расплавляет металл, увеличивая его на поверхности.
Преимуществами прямого лазерного выращивания является возможность отказаться от вспомогательных конструкций. Благодаря возможности робота действовать в различных плоскостях и вращению стола возможно создавать подвесные детали и приближаться к конечной форме. SLM «Для этого сооружают вспомогательные конструкции, которые впоследствии нужно демонтировать — это дополнительные затраты на слесарный труд», — сообщил аспирант СамГУ. Евгений Петрович Злобин.
Технология применяется в автомобилестроении, судостроении и атомной промышленности. «Росатом», например, собирается создать таким образом перегородку для атомного реактора массой 11 тонн. Учитывая короткие сроки изготовления деталей, метод особенно выгоден при выпуске малосерийных изделий.

Изображение: Александр Бурмистров / Научная Россия
Электродуговое выращивание
Технология Wire Arc Additive Manufacturing (WAAMЭлектродуговое выращивание (электродуговая сварка с применением робота-манипулятора) фактически является наплавлением проволоки роботом по заданной геометрии, что формирует деталь. Этот доступный метод позволяет быстро создавать крупные и надежные конструкции: в Самарском университете робот может изготовить деталь объёмом 1,5 м³. Однако при таком подходе точность готового изделия снижается.
Проволочный материал — доступный и недорогой, технология его применения понятна. При создании ответственных деталей с помощью аддитивных технологий часто возникают вопросы паспортизации и стандартизации, о чем говорят все участники рынка. Чтобы получить право на использование металлического порошка для той же технологии… SLMСырье подлежит паспортизации, что требует времени. В случае технологии… WAAM все проще», ― отметил В.П. Алексеев.
В большинстве случаев оборудование Самарского университета произведено в России. Из пяти функционирующих принтеров по технологии… SLM, Четыре российских производства. Отечественный же — принтер с технологией. DMD.

Прототипы, изготовленные в Самарском университете при помощи методов аддитивного производства.
Фотография: Александр Бурмистров, «Научная Россия».
Производство отечественного оборудования развивается стремительно, появилось много производителей качественного и стабильного оборудования. Это радует. По нашему опыту видно, что на таком оборудовании можно и нужно работать. Качество выпускаемой продукции сопоставимо, в первую очередь от подбора режимов сплавления.
Развивая технологию, учёный указывает на возможность изменения рынка подходами, позволяющими печатать детали без поддерживающих конструкций. Так заказчик получит практически готовое изделие, не нуждающееся в дополнительной обработке. Важной задачей является снижение шероховатости на этапе аддитивного производства: сейчас заготовки после печати обрабатывают абразивными пастами, что удлиняет производственный цикл.
Фотография: Александр Бурмистров, «Научная Россия».